1 前言
全自动转杯纺纱机和半自动转杯纺纱机的发展,使我国转杯纺装备落后的面貌发生了显著的变化。由于转速的提高,转杯纺纺纱号数已从过去的97tex~36tex发展到29tex~14.5tex,改写了原来转杯纺“吃下脚料,生产低档纱”的历史。
半自动转杯纺纱机虽然从21世纪才开始发展,但由于其在产品质量、设备生产率、机器价格、生产成本、投入产出比等方面的综合优势,很快占据了我国转杯纺纱机市场的主导地位。随着半自动转杯纺纱机接头质量的提高,国内大多数纺机厂商和纺织企业在想方设法为他们的机器加装电子清纱器。无论转杯纺纱机是新机还是老机,加装电子清纱器成为必然趋势。
2 转杯纺纱机与清纱器配套情况
全自动转杯纺纱机主要为赐来福的Autocoro系列和立达的R系列(国内还没有推出成功机型),它们安装电子清纱器大多是USTER和BARCO的。USTER和BARCO的清纱器性能较好,具有异色异质清除功能,可清除白色丙纶丝。国产的转杯纺纱机主要为半自动转杯纺纱机,配长岭纺电的精锐30电子清纱器的较多,也有配上海上鹿及其他厂家的清纱器产品。目前国内的主要转杯纺机都可以配国产清纱器,如泰坦TQF268、日发RFRS10/30、苏拉BD320/330、精工JFA213、立达BT903、淳瑞BF1610、福晋FJ330、经纬F1603等机型可以和长岭纺电的精锐30电子清纱器配套。
3 清纱器的使用效果
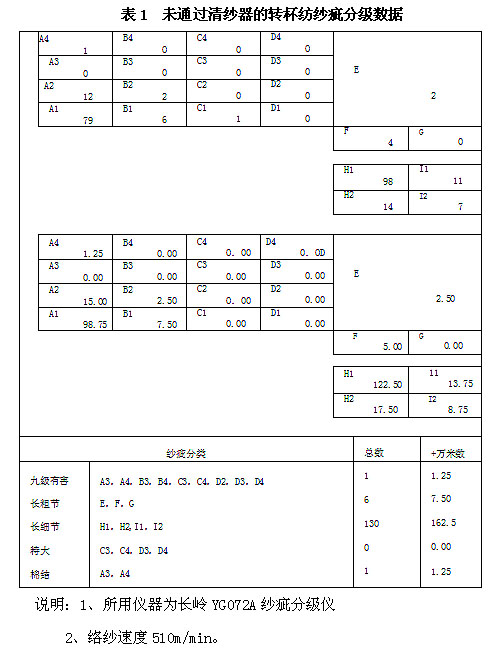
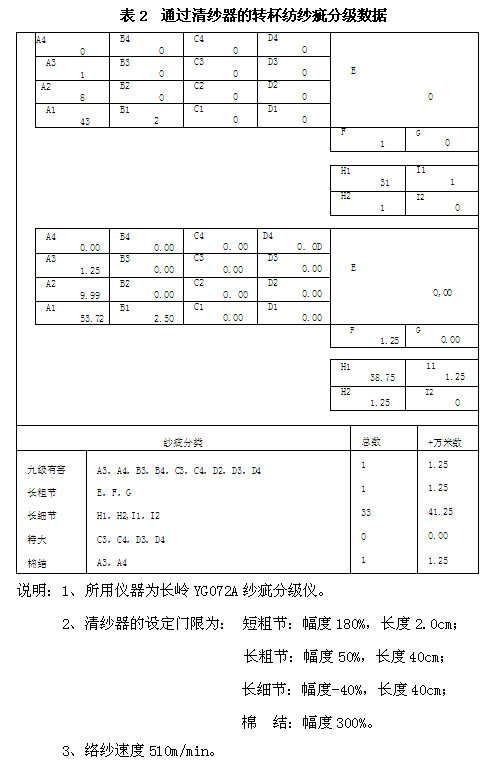
转杯纺纱机安装清纱器后有害纱疵明显减少,为企业带来经济效益,表1和表2是浙江某企业在泰坦TQF268上纺30支粘胶纱线时,通过长岭精锐30电子清纱器和未通过清纱器的纱线在纱疵分级仪上的实验报告数据,表1是未通过清纱器的纱线分级数据,表2是通过清纱器的纱线分级数据。从两个表数据对比来看,通过清纱器的纱线短粗节、长粗节纱疵减少,特别是在纺粘胶时容易形成的细节纱疵大幅度减少,清除纱疵效果较为明显。
4 安装清纱器后的注意事项
4.1 质量与效率问题
当转杯纺机安装清纱器后生产效率肯定会降低。在目前情况下,如何在保证产量的情况下兼顾质量是纺织企业普遍关注的问题。首先,和环锭纺相比较短粗节和棉结不宜过严,转杯纺纱线的结构本质上不同于传统的环锭纺纱的结构。转杯纺纱线的棉结趋向于纺成实芯纱体,而不是像环锭纺纱那样遗留在纱线表面,与纱线表面的棉结相比,嵌入的棉结对人眼来讲更不易察觉。所以根据纱疵在织物上对人视觉的影响,有的纱疵虽然达到了清除门限,但无害没有必要清除。其次,不同的企业根据自己的配棉、纺织工艺、设备状况、值车工水平等因素设定不同的门限,比如有的企业依据自己的实际状况比较关注长粗节,那么就要将长粗节门限设定的严一点,其它门限可以相对松一点。最后,可以根据清纱器的统计数据进行有目的设定清纱门限,将清纱器统计的百万米纱疵数控制在一定范围内,在保证产量的情况下控制质量。
4.2 接头问题
安装清纱器后接头问题显得尤为重要,要坚决杜绝为了清除掉一个小纱疵而接一个大接头,而形成接头纱疵。
4.2.1 转杯纺纱接头的特点
转杯纺纱属于自由端纺纱,由于纺杯内的纤维是呈自由状态环形分布在凝棉槽中,在接头的瞬间纱头被负压气流吸入纺杯后由于离心力的作用即被甩入凝棉槽与纤维环进行搭接,由于捻回的作用,原纱头上被包覆一层纤维。因为接头处只是在原纱上包覆一层纤维,既没有解捻过程又没有纤维重新组合的过程,所以接头处要比原纱条粗一些,约为原纱直径的1.2倍~1.5倍。由于纱条的接头处较粗,其离心力较大,并且与纺杯凝棉槽的摩擦阻力也较大,所以,接头处的捻回因传递困难往往是中间较少而形成弱捻区,接头的前端因捻回的积聚而产生强捻区。无论是弱捻区或是强捻区都会对纱条的强力产生一定的影响。其接头长度在15mm~22mm,其强力约是原纱条的50%~80%左右,接头处应紧密光洁,两端应平滑过渡。 但由于种种原因在接头处会产生枣核状、蚯蚓状和毛虫状等不良接头情况。4.2.2 影响接头质量的因素及解决措施
在抽气式半自动接头转杯纺纱机上,接头质量的好坏主要与纺纱机的接头延时参数设定、机械工作状态、值车工的操作水平三大因素有关。接头延时参数是预喂棉时间和沉纱到引纱时间的差值,该参数设定的恰当与否直接决定着接头质量和接头是否成功。对该参数应进行反复调试使得接头的大小、强度符合要求,并且熟练值车工接头成功率较高。
机械因素主要做到:纺纱器的密封性好,保证纺杯内必需的负压;保证给棉罗拉转动灵活,不产生瞬间打滑现象,给棉罗拉下面不得嵌入短绒和灰尘,否则因给棉罗拉转动不灵活也会造成滞后给棉,从而影响接头质量;保证阻捻头弧面光洁,阻捻头的弧面被磨毛出现沟槽,这样会影响捻回的形成与传递,一方面造成接头困难,同时也影响接头质量,所以应保证其弧面光洁。
值车工操作要做到:加强培训提高熟练程度,严格规范操作,按照工艺要求预留种子纱头长度,并对种子纱的纱尾应该进行解捻,形成一个毛笔头式的纱尾,这对于提高接头强力有利;一定要把纺杯内残留的纤维及凝棉槽中的杂质灰尘清理干净,否则很难获得良好的接头质量。
4.2.3 清纱器对接头的控制
通过对清纱器接头处理参数的设定来实现对接头大小的监控,其设定范围为:-65%~+630%。当接头的大小大于设定的正门限或小于设定的负门限时,清纱器就会停止主机喂棉,使纺纱停止,要求挡车工重新接头。接头处理设定并非越严越好,还是要根据纺机的机械状态、值车工的操作水平、配棉情况来综合考虑,使得熟练值车工在正常情况下,能将百分之八九十接头接上即可,否则会对生产效率有很大影响。
4.3 如何利用清纱器对产生有害纱疵的纺纱器进行防治
安装清纱器后,虽然可以对有害纱疵进行清除,但是,由于有些纺纱器的机械原因而频繁出现纱疵,为提高效率、减少接头,可以根据清纱器切出的纱疵进行分析,寻找出形成纱疵的机械原因。
转杯纺纱机产生偶发性有害纱疵的原因很多,如配棉对成纱质量的影响,温湿度对成纱质量的影响,设备状态(主要为纺杯、分梳辊、阻捻盘)对成纱质量的影响等。利用清纱器所清除的纱疵进行分析,可以找出一些由于机械状态原因所产生的纱疵。
当某些锭产生短粗节、竹节疵点而频繁断头时,应对纺杯进行检查,看端口是否有毛刺、滑移面损伤、凝聚槽损伤、转杯运转不灵、打顿,凝聚槽内粘有异物等;对分梳辊进行检查,分梳辊与分梳辊腔体相互摩擦,损伤刺辊及腔体,使刺辊产生倒齿、弯齿现象。
当某些锭产生含杂质的粗节纱疵,应对排杂通道进行清理,看负压是否符合要求,对分梳辊的落杂区进行清洁,否则积杂将会越来越多,当积杂达到一定高度时就会被吸入分梳辊内,进入纺杯后形成含杂纱。应按要求应定期或不定期进行清洁。
当某些锭产生细节时,主要原因有给棉压力过重,给棉集合器开口过小,离合器齿轮磨损啮合不良,给棉罗拉底部积花或轴承损坏、轧煞、打顿,给棉离合器间隙不当引起瞬间分离、断纱检测器失灵、可靠性差;给棉板与给棉集合器安装不良,造成给棉量减少,喂入棉条有明显细节,棉条包卷不良,棉条桶不光洁挂花等等。
当某些锭产生长粗节时,主要原因有:1)给棉板加压过轻,给棉集合器开口太大,给棉罗拉积花造成分梳棍抓取的纤维过多。2)分梳棍锯齿严重磨损,使纤维分梳不匀。3)剥棉口通道不光洁,隔离盘有缺口、毛刺,单纤维转移不匀。4)棉条包卷不良,喂入棉条有明显粗节。
根据清纱器的纱疵统计情况分析掌握纱疵的分布状况,进行针对性分析,找出纱疵产生的原因,进行整改减少有害纱疵产生,提高