一、长岭喷气织机电控系统简介
长岭纺电涉足喷气织机电控系统的研发、生产始于上世纪八十年代。1992年国家开始了“两机”专项项目,作为重要核心子项的电控系统设计、制造技术与主机同时从日本津田驹公司引进,由长岭(集团)股份有限公司负责实施。经过二十年的不懈努力,长岭纺电在喷气织机电控系统领域的研发、生产,历经两代人,在电控箱的软、硬件系统均作出了自己的特点,做到了国内独树一帜。电控系统批量生产至今,我们累计售出各型电控系统5000多台(套),满足了全国100多家用户的需求,开创了国产喷气织机电控系统的新纪元。
长岭PZK电控系统采用多微处理器、分散式控制方式,按喷气织机系统功能划分为几个或多个模块,每个模块形成独立的微处理器控制单元,完成规定部分的系统功能。模块之间通过I/O信号或通讯线传递命令或信息,使各模块有效、协同工作,完成主机织造任务。在部分较独立的模块采用了ARM、CPLD、FPGA等技术。特点是硬件及软件从底层做起,研发贯穿全过程,掌握全部核心技术,系统可靠性较高,完全实现自由采购。
相关的软件系统形成了我们具有独立知识产权的可剥夺型嵌入式多任务实时操作系统M12RTOS。目前,按发展的顺序形成了三个系列的喷气织机电控系列产品。PZK3系列(与津田驹IIIA电控系统相当)、PZK5系列、PZK系列。
二、PZK303喷气织机控制系统框图
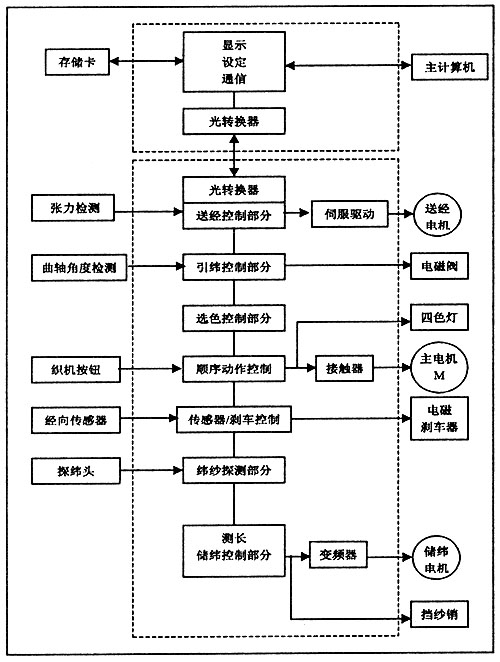
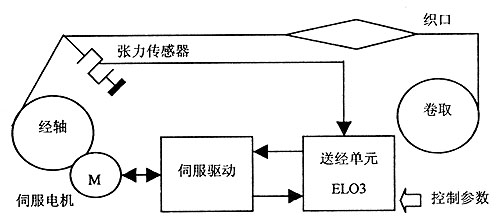
PZK3系列喷气织机控制系统根据其控制动作和功能大致可分为五部分:数据设定和生产统计系统;织机顺序动作控制系统;送经控制系统;引纬控制系统。系统框图如下:图中虚线以内为控制系统,虚线以外左侧为输入检测对象,右侧为输出控制对象。
1、强电结构
电控箱强电结构主要分为两部分,一是主电机控制和保护部分,包括马达专用断路器(容量25A,安装位置在电控箱右侧小门内,也是整个电控箱的主电源开关),主交流接触器MSM,Δ接法交流接触器MSD,Y接法交流接触器MSS,正点动交流接触器MSF,反点动交流接触器MSR,超启动力矩切换交流接触器MSV;另一部分为控制系统提供电源和保护,包括电控箱内塑壳断路器和电源变压器,提供刹车高压、刹车低压、三相AC200V,AC100V电源。电源变压器上装有熔断保险丝,从左到右依次为:图1 CBB刹车高压保险丝8A、CBL刹车低压保险丝5A、CB100 AC100V保险丝5A、CBT三相AC200V T相保险丝5A、CBR三相AC200V R相保险丝5A。刹车高压有三种电压AC100V、AC80V、AC60V,可根据需要的刹车力矩选择,出厂接在AC60V上,刹车低压为AC24V,AC100V为交流接触器和控制部分提供交流电源,三相AC200V为储纬变频器和伺服驱动器提供电源。
2、系统功能
(1)电子探纬: 通过对纬纱到达状态的检测,有效地防止缺纬、短纬、断纬,长纬。
(2)电磁阀引纬控制:实现主喷嘴与辅喷嘴电磁阀的顺序开启控制和FDP挡纱销的开闭定时控制及自动角度调整;织机启动进行第一纬投纬主喷嘴的延迟处理以防止缺纬和松纬;织机停止时控制所有的喷嘴停止喷射以便节气;控制“齐喷”、“顺序喷”用于测试和进行一根纬纱的投纬试验;提供织机所需的各种定时信号。
(3)纬纱选择:可实现2C定交换/自由交换的纬纱选择。
(4)储纬测长:控制与驱动储纬电机与织机同步运转,实现储纬鼓上卷绕圈数的控制;通过对挡纱销的控制,准确地解舒并测长织物幅宽量的纬纱,减少纬长度的误差。
(5)电子送经:通过张力检测、PID运算、卷经检测调节送经量,控制与驱动送经电机,保持织机运行时经纱张力恒定;织机停车后再启动控制送经电机的“反冲反转”以避免稀挡的发生。
(6)织机动作控制:包括织机超力矩启动、定位停车、自动对梭口等自动控制功能。
(7)故障检测与自动停车:通过对各种传感器地检测,在发生经纱断、边纱断、投纬失误等故障时,自动控制织机在设定位置停车并显示停车原因。
(8)信息管理功能:可进行控制数据的设定,控制状况的显示,各种生产信息的统计、检查与显示并可与主计算机进行联网。
(9)其他:定长停车、停电检测、织机参数的掉电保护以及电气的自我诊断等。
三、各部分功能及控制原理
1、数据设定和生产统计系统
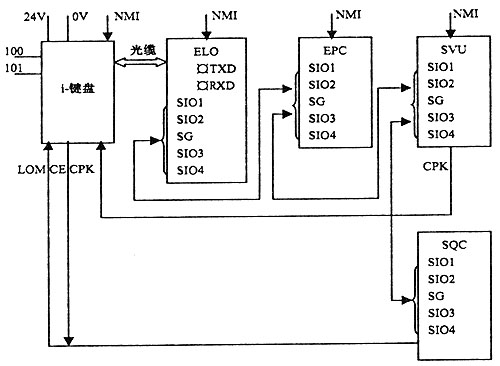
数据设定和生产统计系统包括i-键盘、LDMC织机数据存储卡和通信系统。i-键盘有一个单独的盒体,安装在织机的左前侧,通过光缆(Fiber Cable)与电控箱通信,i-键盘为上位机,具有最初发信权,可自动识别电控箱的配置并显示相应设定界面。数据设定有两种方法,一是通过键盘设定,另一种是用LDMC卡从已设定好的机器上读取参数,再将参数写入要设定的机器中。这部分工作框图如图2。图中信号NMI为掉电信号,是非屏蔽中断;LOM为织机运转信号,上升沿运转,下降沿停止;CE为i-键盘允许信号;CPK为传感器定时信号,在此用作纬纱记数;SIO1、SIO2、SG、SIO3、SIO4电控箱内部串行通信总线,SIO1、SIO2为下行数据线,SIO3、SIO4为上行数据线,SG为公共线。采用分层的通信协议,物理层采用RS-422A协议,数据链路层采用织机串行通信协议。
2、织机顺序动作控制系统
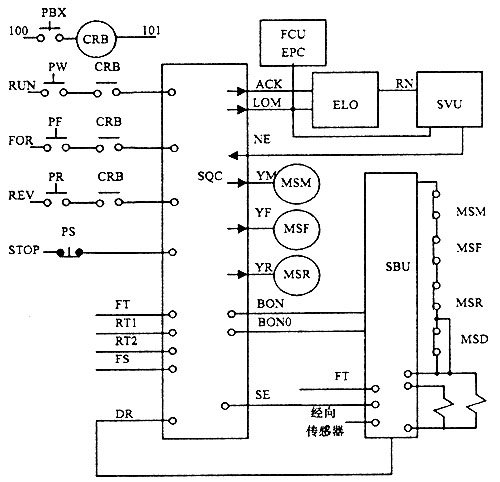
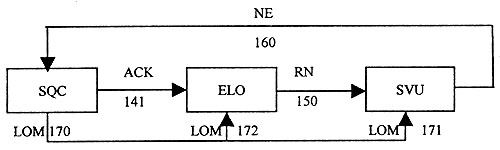
织机顺序动作控制系统主要控制织机的正点动、反点动、运转、停止等动作。另外,为了使机器能够协调工作,还要为系统提供必要的握手信号。这部分主要包括可编程控制器SQC和刹车单元SBU,工作框图如图3。为了操作安全,运转、正点动、反点动采用双手操作按钮,PBX为双手互锁按钮。ACK为预备信号通知有关单元做预备动作,LOM信号为运转信号通知各控制单元进入运转状态,RN信号为送经系统准备好,NE信号为引纬系统准备好,织机的启动过程如图4。SQC响应到运转按钮信号后发出ACK信号,ELO收到ACK信号后做反冲(Kick Back)动作,若反冲动作在2s内完成,ELO则发出RN信号,若SVU准备好并且收到RN信号的后,则发出NE信号,SQC收到NE信号后发出LOM信号,通知各控制单元进入运转状态。图4 织机的停车动作分为两种,定位停车和紧急停车,手动停、经停、纬停、反点动停等属于定位停车,各种故障停车属于紧急停车。定位停车在正转定时信号FT的上升沿施加刹车高压,停止后自动反转到设定位置。自动反转停车位置由RT1和RT2两个反转定时信号决定,RT1为反点动和纬停以外其他定位停车的自动反转定时信号,RT2为纬停时自动反转定时信号。BON、BON0为刹车高压信号,FS为纬停信号,DR为经停信号,SE为经向传感器允许信号。
3、送经控制系统
送经控制系统通过检测经纱张力和织机主轴转速,在保持经纱张力恒定的情况下,不断地将经纱送入织口,这部分主要包括送经单元ELO3、伺服驱动器Servodriver、伺服电机Servomotor,这是一个典型地伺服控制系统,伺服驱动器和伺服电机构成速度环和电流环,加上送经单元进一步构成位置环和张力环。工作示意如图5。送经单元ELO3通过检测织机主轴转速,根据纬密计算出送出基本速度,再检测经纱实际张力,与目标张力比较后得出速度偏差,对基本速度进行修正,将速度指令送到伺服驱动器,伺服驱动器根据速度指令控制伺服电机精确运转,伺服电机通过减速机构传动经轴送出经纱。
4、引纬控制系统
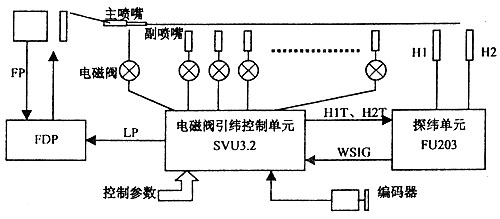
引纬系统是喷气织机与其他类型织机的最大区别,它是靠气流与纱线的摩擦力,用压缩空气作为纬纱载体进行引纬织造的一种无梭织机。PZK303喷气织机电控箱的引纬控制系统适用于异形筘+主喷嘴+副喷嘴的引纬系统。这部分主要由电磁阀引纬控制单元SVU3.2和探纬单元FU203组成。SVU3.2通过控制电磁阀的开闭顺序,使各种喷嘴顺序喷射,完成接力引纬。FU203用于纬纱到达的探测,将纬纱的到达时刻传给SVU3.2,SVU3.2根据纬纱到达时刻的早或晚对电磁阀的开闭时间进行修正,将纬纱的到达时刻控制在适当的范围内。系统工作示意如图6。H1T、H2T为H1、H2探纬定时信号,在这两个定时信号有效期间检测纬纱到达,WSIG为纬纱达到信号,SVU3.2根据WSIG信号来确定纬纱的达到时刻。另外,SVU3.2还要检测与织机主轴同步的编码器信号,为其他单元提供运行所需的同步定时信号。
5、纬纱控制系统
纬纱控制系统主要包括选纬系统和储纬系统,由选色单元EPC3、储纬单元FCU3D、变频单元INV3D组成。系统框图如图7。